HS211ͭ��˿
������ͨ��Ա
�۸�����
������1��
���ڵأ� ���
�������� 2025-8-19
���ڵأ� ���
�������� 2025-8-19
��ϸ��Ϣ
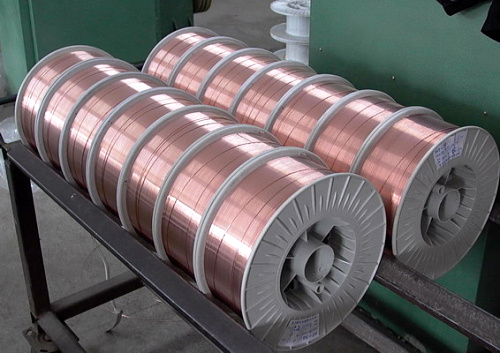
| Ʒ �� | ���� | ��� | 0.8-4.0 |
| ���� | ����ͭ | ���� | ��� |
| �� �� | ���� | ||
| HS211ͭ��˿���ǵĿں���__________ֻҪ�ܹ�����__________���Ǿ�֪���������� ����ͭ(C65600) ִ�б��� GB/T9460: HSCuSi AWS A5.7: ERCuSi-A DIN 1733 : SG-CuSi3 Ӧ����������ͭп�Ͻ�͵�ͭ�Ͻ�ĽӺϺ��ͼӲ㺸���ҵͺϽ�֡��ǺϽ�ֺ������ļӲ㺸������������ĥ�ԣ������ڶ�п��MIG���ӡ��������ڴ������TIG����ʱ��Ԥ�ȣ��ڸֵĶ�㺸��ʱ��ʹ������绡���� �۷�����������ܵ� �� �� 3.5-4.0 S• m/mm2 �� �� 8.5�K/dm3 �� �� �� 910 �� Һ���� 1025 �� ����ǿ�� 330-370 N/mm2 ������ 40 % Ӳ �� 80-90 HB ��װ��ʽ����ģ�15KG��12.5KG/�̣����ģ�5KG/С�У�5С��/���HS211����ͭ��˿�൱AWS ERCuSi-A����ͭ��HS211/HSCuSi/ERCuSi-A ������ͭ-2 ERCuNiAl Al8Ni6 Cu Rem �۵�Լ1038��-1054�档��ĥ��ʴ��ͭ�Ͻ�벻������ֵ�ǥ���� ����ͭ B10 B30 п��ͭS 225 �൱AWS RBCuZn-D �۵�Լ935�档��ǿ��,ǥ���֡�����Ӳ�ʺϽ��� S 223 �൱AWS RBCuZn-A �۵�Լ900�档ͭ���֡�����ǥ���� S 224 �۵�Լ905�档��ͭ������̼�����ã�Ҳ��ǥ��ͭ���֡����� S 226 �۵�Լ900�档��ͭ�����ã�Ҳ��ǥ��ͭ���֡����� S 227 �൱AWS RBCuZn-B �۵�880�档��ͭ������̼�����ã�Ҳ��ǥ��ͭ���֡����� ��������ͭ(C63380)ִ�б���AWSA5.7:ERCuMnNiAlDIN1733:SG-CuMn13Al7Ӧ���������ؼ���������ʴ��Ҫ��ߵ��������ǺϽ��ͺϽ���ϵļӲ㺸���ر��ͺ�ˮ��ʴ����п��ͭ���̺Ͻ𣬾߸߿���ǿ�Ⱥ�Ӳ�ȡ���ѧ�ɷ��������%��ͭ:������:6.5-8.5��:��0.1п:��0.15��:11.0-14.0Ǧ:��0.02��:1.5-3.0��:1.5-3.0����:��0.4 ������ִͭ�б���GB/T9460GB��HSCuAlNiDIN1733:SG-CuAl8Ni2Ӧ���������ر�������ͭ�����Ͻ���ϵ������Ͷ�����ĺ��ӡ�Ӧ�ã����������������ֻ����֡����ء����š�ɸ�ӡ��á��ܵ�ϵͳ���������̺ͻ����ڸֺ�ͭ����ɷݺϽ��ϵļӲ㺸�����ر�ǿ�Ŀ���ˮ��ʴ���ܡ���ĥ����ǿ�������ڸֵĶ�㺸��ʱʹ������绡������ѧ�ɷ������ͭ:������:7.5-9.5��:��0.2п:��0.2��:1.0-2.5Ǧ:��0.02��:1.8-3.0��:1.5-2.5����:��0.4 ����ͭ(C61800)ִ�б���AWSA5.7:ERCuAl-A2DIN1733:SG-CuAl10FeӦ���������dz��ʺ���ͭ�����Ϻ��ڴ������ֺ������ϼӲ㺸�ӡ���ĥ������ǿ����������ͭ�Ͻ𡢶����֣���е���졢��ѧ��ҵ���촬ҵ�еĻҿ����������е����Ӻ��ͼӲ㺸������ʴ����ͭ������ƹܵ����ӡ����������������졢����ͳ��صļӲ㺸�������ڸֵĶ�㺸��ʱʹ������绡������ѧ�ɷ��������%��ͭ:������:9-11��:��0.10��:��1.0Ǧ:0.02��:��1.0п:0.02��:0.5-1.5����:��0.4 < ��ͭ��ͭ�Ͻ�˿ʹ��˵���� ִ��GB9046-88�� ͭ��ͭ�Ͻ�˿�����ں���ͭ��ͭ�Ͻ�,���л�ͭ��˿Ҳ�㷺Ӧ����ǥ��̼��������Ӳ�ʺϽߵȡ� ͭ��ͭ�Ͻ�ĺ��ӣ����Բ��ø��ֺ��ӷ��������ֳ��÷����Ƚ����£� |
|||